İKLİM DEĞİŞİKLİĞİ


İKLİM DEĞİŞİKLİĞİ
Sürdürülebilir bir gelecek için karbon ayak izinizi yönetin.
İKLİM DEĞİŞİKLİĞİ SAYFASINA GİTHassas imalat süreçlerinde ölçüm sistemlerinin güvenilirliğini değerlendirmenin kapsamlı rehberi
Ölçüm Sistemleri Analizi (MSA), dar toleranslarla tasarlanan hassas parçaların imalat sürecinde veya hassas kontrol gerektiren proseslerde kullanılan ölçüm sistemlerinin kalitesini ve güvenilirliğini değerlendirmek için kullanılan kritik bir metottur.
Bir ölçüm sisteminin doğruluğu, ürün kalitesi hakkında verdiğimiz kararların güvenilirliğini doğrudan etkiler. Yanlış ölçümler, iyi parçaların reddedilmesine veya hatalı parçaların kabul edilmesine neden olabilir.
Ölçüm hatası beş ana kaynaktan oluşur:
Bu nedenle, ölçüm sisteminin toplam değişkenliğinin analizi ve bu değişkenliğin kaynaklarının belirlenmesi, kalite güvence sisteminin temel taşlarından biridir.

Bir ölçüm sisteminin "kabul edilebilir" olarak değerlendirilmesi için dört temel kriter sağlanmalıdır:
Sadece genel nedenler kaynaklı değişkenlik etkisi altında olmalı
Ölçüm değişkenliği, proses değişkenliğinden daha küçük olmalı
Ölçüm değişkenliği, tolerans limitlerinden daha küçük olmalı
Ölçüm çözünürlüğü, spek limitlerinin veya proses değişkenliğinin 1/10'u kadar olmalı
Önemli Not: Ölçüm çözünürlüğü (discrimination), ölçüm cihazının ayırt edebileceği en küçük birimdir. Kural olarak, ölçüm cihazının çözünürlüğü, proses değişkenliğinin veya tolerans bandının en az 1/10'u kadar olmalıdır. Örneğin, tolerans bandı 0.1 mm ise, ölçüm cihazı en az 0.01 mm çözünürlüğe sahip olmalıdır.
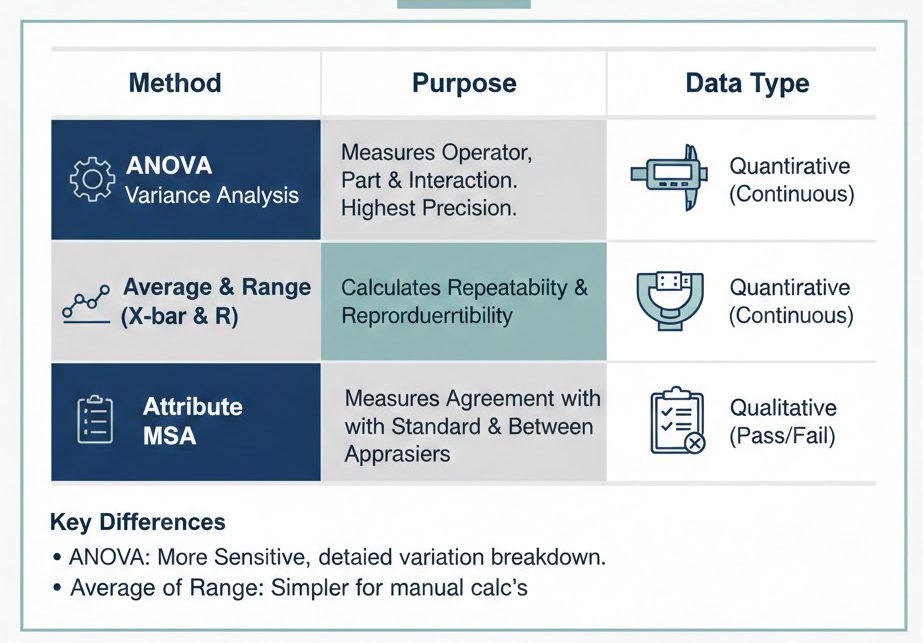
Ölçüm Sistemleri Analizi yapmak için endüstride yaygın olarak kullanılan üç temel metot bulunmaktadır:
Özellikler: Hızlı ve basit bir yöntemdir. Ölçüm değişkenliği hakkında kabaca bir bilgi verir.
Sınırlılıklar: Tekrar edilebilirlik (Repeatability) ve tekrar üretilebilirlik (Reproducibility) değerlerini ayrı ayrı göstermez. Sadece toplam varyasyon hakkında fikir verir.
Kullanım Alanı: Hızlı tarama ve ön değerlendirme için uygundur.
Özellikler: En yaygın kullanılan klasik MSA metodudur. Hem tekrar edilebilirliği hem de tekrar üretilebilirliği ayrı ayrı hesaplar.
Avantajları: Hesaplamaları nispeten basittir. Excel veya manuel hesaplamalarla yapılabilir. Operatör ve cihaz etkilerini açıkça gösterir.
Kullanım Alanı: Çoğu endüstriyel uygulama için uygundur.
Özellikler: İstatistiksel olarak en güçlü MSA metodudur. Operatör-parça etkileşimini de analiz edebilir.
Avantajları: Daha fazla sayıda operatör ve ölçüm için uygundur. Etkileşimleri tespit edebilir. Daha doğru varyans bileşenleri tahmini sağlar.
Sınırlılıklar: Hesaplamalar daha karmaşıktır, genellikle Minitab, JMP gibi istatistik yazılımları gerektirir.
| Metot | Karmaşıklık | Sağladığı Bilgi | Önerilen Kullanım |
|---|---|---|---|
| Range Metodu | Düşük | Toplam varyasyon hakkında kabaca fikir | Hızlı ön değerlendirme |
| Average and Range | Orta | Repeatability ve Reproducibility ayrı ayrı | Çoğu endüstriyel uygulama |
| ANOVA | Yüksek | Etkileşim analizi dahil kapsamlı veri | Kritik prosesler, araştırma çalışmaları |
Ölçüm sisteminin yeterliliğini değerlendirmek için Gage R&R (Repeatability & Reproducibility) değeri kullanılır. Bu değer, ölçüm sisteminin toplam varyasyon içindeki payını yüzde olarak ifade eder.
Ölçüm Sistemi Kabul Kriterleri:
Ölçüm Sistemi Değerlendirme Adımları:
%10-30 Aralığı İçin Özel Not: Bu aralıkta kalan Gage R&R değerleri için sadece nümerik değerlere bakmak yeterli değildir. Ek olarak 6-Pack Report grafikleri detaylı incelenmeli ve ölçümün ürün kalitesi üzerindeki potansiyel etkisi değerlendirilmelidir.
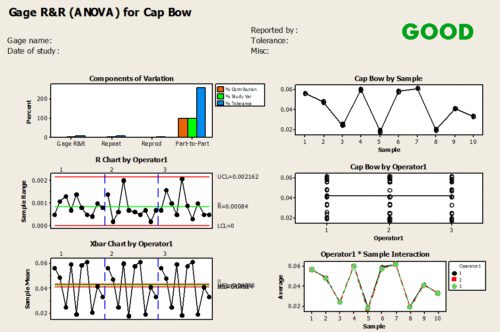
Minitab gibi istatistik yazılımları tarafından üretilen Gage R&R 6-Pack Report, ölçüm sisteminin performansını görsel olarak değerlendirmek için kullanılan altı temel grafikten oluşur:
Bu grafik, toplam değişkenliğin kaynaklarını görselleştirir:
Beklenti: Part-to-Part çubuğunun diğerlerinden belirgin şekilde daha büyük olmasıdır.
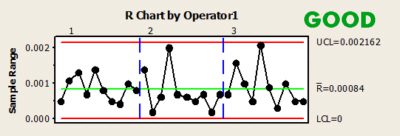
Tekrar edilebilirlik, aynı operatörün aynı parçayı tekrar ölçtüğünde elde ettiği ölçümler arasındaki farkın (range) grafiksel gösterimidir.
Değerlendirme Kriteri: Tüm ölçüm çiftlerinin range değerleri Üst Kontrol Limiti (UCL) altında kalmalıdır. Hiçbir nokta UCL'yi aşmamalıdır. Eğer bir nokta UCL'yi aşıyorsa, ilgili operatör-cihaz ikilisinin tekrar edilebilirliği sorunlu demektir.
Bu grafik, operatörlerin ölçüm ortalamalarını ve kontrol limitlerini gösterir.
Beklenti: Noktaların %50'den fazlasının kontrol limitleri dışında olmasıdır. Bu, ölçüm cihazı değişkenliğinin parçalar arası değişkenliğe göre çok küçük olduğunu gösterir. Eğer noktaların çoğu limitler içinde kalıyorsa, bu ölçüm cihazının parçalar arası farkı ayırt edemediğini gösterir.
Not: Eğer seçilen numune parçalar prosesin toplam değişkenliğini yansıtmıyorsa, bu durum ölçüm cihazı kaynaklı değişkenliğin parçalar arası değişkenlikten büyük görünmesine neden olur.
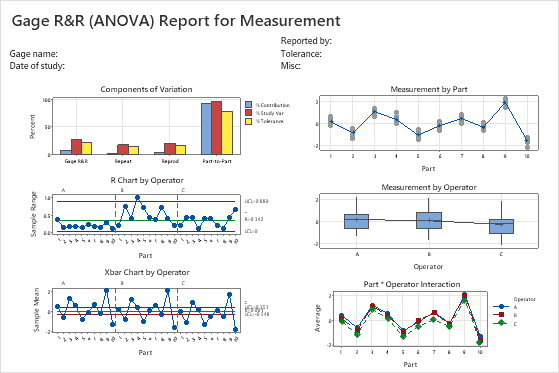
Her bir parça için tüm operatörlerin ölçüm değerleri gösterilir. Her parça için en küçük ve en büyük ölçüm değerleri görülebilir.
Beklenti: Aynı parça için ölçüm değişkenliğinin (dikey dağılım) az olmasıdır. Yüksek dikey dağılım, ölçüm sisteminde sorun olduğunu gösterir.
Her operatörün tüm parçalar için yaptığı ölçümler ve bu ölçümlerin ortalaması (kırmızı çizgi) gösterilir.
Beklenti: Her operatör için kırmızı çizgilerin yatay ve birbirine paralel olmasıdır. Bir operatörün çizgisinin diğerlerinden bariz şekilde farklı olması, o operatörün ölçüm tekniğinde sorun olduğunu gösterir.
Operatörlerin her bir parça için yaptığı ölçüm ortalamaları gösterilir. Operatör çizgileri birbirine paralel olmalıdır.
Değerlendirme: Çizgiler arasında kesişme veya büyük sapmalar varsa, bu operatör-parça etkileşimi olduğunu gösterir. Bu durumda bazı operatörlerin belirli parçaları farklı ölçtüğü anlamına gelir. Etkileşimin nedeni araştırılmalıdır (örneğin: parça yüzey özelliği, ölçüm açısı, vb.).
Hizmetlerimiz hakkında detaylı bilgi ve analiz için formu doldurun, size dönüş yapalım.